International Journal of Scientific & Engineering Research, Volume 5, Issue 3, March-2014 362
ISSN 2229-5518
Effect of Some Polysaccharide Starch Extracts on
Binding Characteristics of Foundry Moulding Sand
Atanda, P. O.,Akinlosotu, O. C., Oluwole O. O*.
Abstract- This work investigated the properties of foundry moulding sand using different polysaccharide starch extracts as binders.Apart from the availability of these polysaccharides, the extracts are non-toxic. Three polysaccharide (rice, maize and cassava) starch extracts were added in varying quantities with fixed amount of pulverbond (bentonite + coaldust) to silica sand and various indicaltests such as permeability, moisture content, green compression and shear strength, dry compression strength, shatter index and compatibility were carried out on specimens prepared according to ASTM standards.Results showed sand properties were affected by the type and quantity of starch binder used. Green compression strengths of moulding sand for all three starch binders increased from 20% and peaked at 40% binder additive. Permeability increased as well from.....and peaked at 40% starch addition. Shatter index value rose sharply from.....and reached a maximum value at 40% starch addition. The dry compression strength for rice and maize starches decreased while that of cassava starch increased from 20% and peaked at 40% starch addition. From all the three sourced starches under consideration, it could be concluded that cassava starch was found suitable as an alternative for use as binder in foundry moulding applications.
Index Terms- Silica sand, polysaccharide starch binders, foundry moulding sand
————————————————————
1 INTRODUCTION
One of the major problems confronting foundry industries is the use of the adequate moulding binding additives [1],[2],[3]. Compounding the problem for some states is the bottleneck associated with foreign exchange processing. Over the decades, bentonite has been a major binder for silica sand moulding. However, Small and Medium Scale enterprises (SMEs) have always been on the lookout for more affordable and locally available substitutes[4]. Commonly used for substitutes are local starch and dextrin which are derived from polysaccharide carbohydrate.Polysaccharide carbohydrate is a starch consisting of a large number of glucose units joined together by glycosidic bonds. It is produced by all green plants as an energy store and it is the most important carbohydrate in the human diet. It is contained in such staple foods as rice, wheat, maize, cassava and potatoes. Starch is one of the most abundant substances in nature, a renewable and almost unlimited resource [5]. Starch is produced from grain or root crops. It is mainly used as food but is also readily
converted chemically, physically and biologically into many useful products. Starch is used to produce such
————————————————
• Atanda.P.O. is a lecturer in Materials engineering in Obafemi
AwolowoUniversity, Nigeria. E-mail: atandapo@yahoo.com
• Akinlosotu.C.O has a Bachelors degree in Materials Engineering. E-mail:
funkeakinlosotu@yahoo.com
• *Oluwole.O.O is a lecturer in Materials Engineering, University of
Ibadan. E-mail: oluwoleo2@asme.org ( corresponding author)
diverse products as food, paper, textiles, adhesives, beverages, confectionery, pharmaceuticals and building materials.
Starch can be classified into two types; native and modified.
In the unmodified form, starches have limited use in the food industry. In general, native starches produce weak- bodied, cohesive, rubbery pastes when heated and undesirable gels when the pastes are cooled [6]. The properties of starches can be improved by various modifications. Researchers have developed methods to modify starch, which requires the usage of chemicals and enzymes. Physical modification involves pre-gelatinization, and heat-treatment of starch [7].Pre-gelatinized starches are pre-cooked starches that can be used as thickener in cold water. While the heat-treatment processes include heat– moisture and annealing treatments, both which cause a physical modification of starch without any gelatinization or damage to granular integrity. The native starch granules hydrate easily when heated in water, swell and gelatinize, with viscosity increasing to a peak value. It has poor tolerance to acidity and low resistance to shear pressure. However, sectors like food, metallurgical, mining, chemical, construction, cosmetics, pharmaceutical among others use native starch in its traditional form. Modified starch is a food additive which is prepared by treating starch or starch granules, causing the starch to be partially degraded. The purposes of this modification are to enhance its properties particularly in specific applications such as to improve the increase in water holding capacity, heat resistant behaviour, reinforce its binding, minimize synthesis of starch and improved thickening [7].
IJSER © 2014 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 5, Issue 3, March-2014
ISSN 2229-5518
363
This study focussed on the use of polysaccharide starch derived from rice, maize and cassava as binders for
foundry moulding applications.
2. METHODOLOGY
Three polysaccharide based starches were extracted from their various plants as follows:
2.1 Extraction of starch from rice
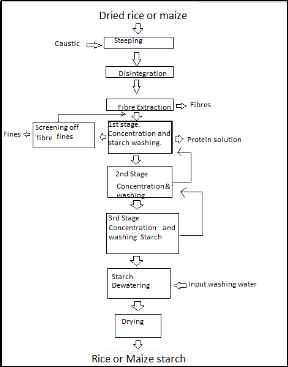
Extraction of starch from rice was done by the wet process as shown in figure.1. Here, the broken rice was steeped in caustic soda for about twelve hours. This gives the nutrient tissue a more elastic structure, allowing it to be split open. Disintegration was effected in mills and the nutrient tissue was broken so that the components present in suspensionwere separated out. In the extraction stage, all the relatively large plant fibres were separated out of the suspension so that the suspension only contains starch particles, fine fibres and protein residues. Then a 3-stage starch concentration and washing process with 3-phase nozzle separators was carried out in order to separate the flow into pure starch milk. Decanters were used for the final dewatering and the milky starch obtained was sun dried.
The wet milling process used for rice starch extraction
(Figure 1) was used for maize starch extraction as well. The
maize was steeped for about 30 – 48 hours which resulted in slight fermentation. The germ was separated from the endosperm and these two components were ground separately (still soaked). The starch was then removed by washing and dried.
2.3 Extraction of starch from cassava
Cassava starch extraction was relatively simpler than that of the rice/maize extraction as there were only small amounts of secondary substances, such as protein in the tubers. The tubers were peeled, washed, grated, mixed with water, filtered and allowed to settle down. On settling down, the starch was dewatered in a clean bag by pressing. The starch obtained was then dried and milled. The extraction process is presented in figure 2.
2.4 Determination of shatter index, compressive and shear strength
Sand mixes were prepared and fully rammed to rigid standard cylindrical shapes of 50 mm diameter by 50 mm height according to ASTM standards. Samples of this dimension were prepared from 150 g of each of the sand mixes with the polysaccharide starches with 12 g pulverbond and 40 cm3 water. The sand and the binder were first dry-milled for five minutes, then water was added and milled for an additional ten minutes. The compressive strength (green and dry), the shear strength (green and dry) and the shatter index were carried out using these standard specimens. All the tests were carried out according to standard procedures (Burns, 1989).
2.5 Determination of sand moisture content
The Moisture Teller machine was used to determine the moisture content of the 200 g freshly prepared silica sand sample. The scale pan of the machine was pre-heated for 3 minutes before the sample was spread over it and heated for an additional 2 minutes. The sample was allowed to cool to room temperature on the scale pan before weighing. The moisture content was determined as follows:
Initial sample mass before heating = 200g
Final sample mass after cooling to room temperature = X (g)
200−𝑥
Figure 1. Integrated process for obtaining rice and maize starch
[adapted from (7)]
2.2 Extraction of starch from maize
% moisture content =
200

𝑥 100%(3)
IJSER © 2014 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 5, Issue 3, March-2014
ISSN 2229-5518
364
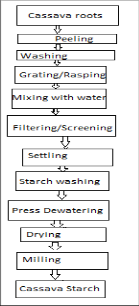
Figure 2. Cassava starch extraction process
2.6 Determination of clay content
Dry sand of initial mass x (g) obtained after moisture test was used. It was washed in water four times and then oven-dried on a stainless plate. The final mass X1 (g) was
taken. The clay content was calculated using the following
equation:
2.9 Dry compression strength test
The prepared standard sample of 50mm diameter x 50mm height was dried in an oven at a temperature of 110°C for a period of 30 minutes and then removed and allowed to cool in the air to ambient temperature. After cooling, the sample was fixed into the universal sand testing machine with the compression head in place. The compressive load was applied and the samples failed at the ultimate compressive strength of the sample. The point at which the failure occurred was recorded.
2.10 Shatter index test
A shatter index tester was used to test standard samples, the samples were tested while still encased in the steel tube used to mould them to shape. The test sample was prepared without stripping. The sand test piece was positioned at the top of a tower 1.83m high and ejected from a specimen tube by gently pulling down the handle unto a steel anvil head 75mm in diameter. On impact, the test piece shatters, some of the sand remaining on the anvil
and some being projected on to 12.5µm mesh B.S sieve. The sand which passes through the sieve into the sieve pan was weighed and the shatter index was computed.
% clay content =

𝑖𝑛𝑖𝑡𝑖𝑎𝑙𝑚𝑎𝑠𝑠−𝑓𝑖𝑛𝑎𝑙𝑚𝑎𝑠𝑠
𝑖𝑛𝑖𝑡𝑖𝑎𝑙𝑚𝑎𝑠𝑠
𝑥 100%(4)
2.11 Permeability test

= 𝑋 − 𝑋1 𝑥 100%
𝑋
2.7 Sieve analysis test
Particle size distribution analysis was done using sieves mounted on an electric vibrator set at 3 Hertz. A thoroughly dried 100 g silica sand sample was subjected to
15 minutes vibration in an assembly of sieves (1.40, 1.00,
0.71, 0.50, 0.355, 0.25, 0.18, 0.125, 0.09 and 0.063 mm meshes). After 15 minutes, the sand particles retained on each sieve and the bottom pan were collected, weighed and recorded accordingly.
2.8 Green compression strength and green shear strength tests
150 g of standard samples of 50 mm diameter by 50 mm height were rammed and subjected to green compression strength test using the universal sand strength machine. Steadily increasing load was applied on the samples until failure occurred and the load at which the sample collapsed was recorded. For the green shear strength, appropriate accessories were mounted on the universal sand test machine and the same procedure was repeated for another set of standard samples. Each of the samples was subjected to gradual load at a rate of 25 kN/m2 in every 10 seconds.
150g of the sample was weighed and transferred to a
specimen sleeve with the base already plugged to a socket. The sample was rammed three times and then removed from the sleeve and placed on an electric permeability
tester in an inverted form in which standard air pressure of
9.8 x102N/m2 was passed through the specimen tube that
contained sand placed in the parameter of the permeability tester and time for 2000cm3 was recorded. The permeability tester was then switched on and allowed to settle down.
The lever was then moved to check the position and then the value read off.
2.12 Compatibility test
The compatibility test was carried out in conjunction with a sand rammer. This test was to measure the decrease in height of a riddled mass of sand under the influence of standard compacting force to measure the degree of temper of sands.
IJSER © 2014 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 5, Issue 3, March-2014
ISSN 2229-5518
365
3.0 RESULTS AND DISCUSSSION
3.1 Results
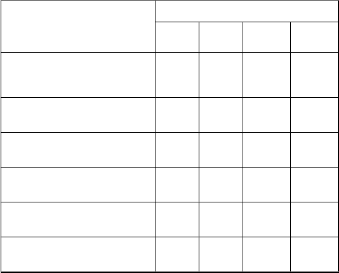
TABLE 1
SIEVE ANALYSIS OF SILICA SAND
.
TABLE 3
MEASURED FOUNDRY PROPERTIES OF SAND BONDED WITH VARYING WEIGHTS OF RICE STARCH
Rice starch addition (%)
Properties | 20 | 30 | 40 | 50 |
Green compression (gm/cm2) | 210 | 190 | 550 | 620 |
Green shear (gm/cm2) | | | | |
| 170 | 150 | 360 | 250 |
Dry | | | | |
compression(gm/cm2) | 350 | 300 | 540 | 650 |
Permeability(vol./min ) | | | | |
| 122 | 156 | 226 | 341 |
Compactibility(%) | | | | |
| 620 | 640 | 650 | 660 |
Shatter index (%) | 390 | 420 | 500 | 460 |
Grain fineness index(G.F.I) = 4719/98.6
= 47.86%
TABLE 4
MEASURED FOUNDRY PROPERTIES OF SAND
BONDED WITH VARYING WEIGHTS OF MAIZE STARCH
TABLE 2
FOUNDRY MOULDING PROPERTIES OF SAND
BONDED WITH VARYING WEIGHTS OF CASSAVA STARCH
Properties | Cassava starch addition (%) |
Properties | 20 | 30 | 40 | 50 |
Green compression (gm/cm2) | 290 | 452 | 620 | 560 |
Green shear (gm/cm2) | 230 | 352 | 480 | 600 |
Dry compression(gm/cm2) | 450 | 620 | 800 | 750 |
Permeability(vol./min ) | 156 | 243 | 275 | 410 |
Compactibility(%) | 590 | 610 | 640 | 670 |
Shatter index (%) | 310 | 420 | 560 | 350 |
IJSER © 2014 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 5, Issue 3, March-2014
ISSN 2229-5518
366
650
600
550
500
450
400
350
300
250
200
150
GCS(cassava) GCS(rice) GCS(maize)
Compactibility(cassava) Compactibility(rice) Compactibilty(maize)
20 25 30 35 40 45 50
starch addition(%)
680
660
640
620
600
580
for the moisture and clay content respectively (Burns, 1989). The relevance of the test is to determine the suitability of
the sand to be used in moulding practices so as to have properties such as good flowability.
3.2.2 Sieve analysis
Table 3 shows the sieve analysis of the silica sand used in the preparation of the sand mix. The sand has a grain fineness index of 47.86 which is within the acceptable range of between 44 -54 which makes it to be coarse in nature and can effectively be used for steel castings because of its low fineness number. It is suitable for providing the necessary green and dry strength values, adequate flowability and
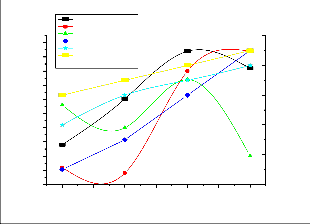
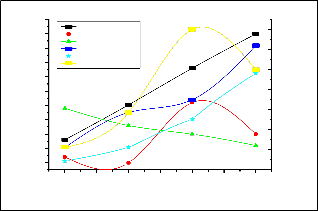
Fig.3. Effect of cassava, rice & maize starch on green compression strength and compactibility.
650
GSS(cassava)
good mouldability.
Figure 3 shows that the green compression strength (GCS) for cassava increases at various rates with increase in % starch addition until it peaks at 40% after which it starts to
600
550
500
450
400
350
300
250
200
150
GSS(rice) GSS(maize) Permeability(cassava) Permeability(rice) Permeability(maize)
20 25 30 35 40 45 50
Starch addition(%)
450
400
350
300
250
200
150
100
decrease. For rice, the GCS reduces at 30%, begins to
increase and peaks at 50% while that of maize decreases at
30%, peaks at 40% and then begins to drop. It is clear that an increase in the starch content correspondingly produces an increase in the green compression strength of the sand mixes. Figure 3 also shows that the maximum green compression strength for the sand mixes containing cassava starch is 620 gcm-2, rice starch is 620 gcm-2 while that of maize is 520 gcm-2. General comparison of the green compression strength of the three starches suggests that cassava starch attains its GCS value at a faster rate
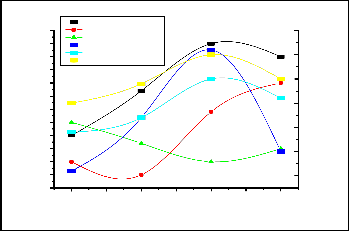
Figure 4. Effect of cassava, rice & maize starch on green shear strength and permeability.
DCS(cassava)
compared to rice or even maize starch making it more
suitable for use as a binder in moulding. Also the high value of green compression strength shows that the mould
850
DCS(rice) DCS(maize)
600
produced would have more resistance to wear and external
800 Shatter index(cassava)
750 Shatter index(rice) Shatter index(maize)
700
650
600
550
500
450
400
350
300
250
20 25 30 35 40 45 50
Starch addition(%)
550
500
450
400
350
300
pressure during casting.
Figure 3 shows the percentage of various starch binders of
cassava, rice and maize on the properties of moulding sand. As the percentage of these starch binders increases, the various moulding properties increases, except for green compression strength (GCS) of rice and maize that first show a slight decrease and then start to increase at about 26 and 28 % starch binders additions respectively. The peaks for most of the moulding properties were reached at about
40% starch binder additions. However, the GCS for rice
starch binder did not reach its peak until when about 45%
Figure 5. Effect of cassava, rice & maize starch on dry compression strength and shatter index
3.2 Discussion
3.2.1 Moisture content and clay content
From the moisture content and clay content result as shown in table 1 and 2, the result obtained compares well with the acceptable values which fall between 2.5 - 9.0% and 0- 4.0%
rice starch binder was added. The peak value for GCS was about 620 gcm-2 and this same value was the peak when
40% cassava starch binder was added. The compatibility for
maize, rice and cassava starch binders on moulding sand
increases, however, cassava has the highest positive gradient for compatibility. The effect of this is that the same quantity of each of these starch binders gives different GCS,
IJSER © 2014 http://www.ijser.org
International Journal Of Scientific & Engineering Research, Volume 5, Issue 3, March-2014
ISSN 2229-5518
367
the highest being got from cassava starch binder. A 40% for instance, cassava, rice and maize starch binders gave 620,
520 and 480 gcm-2 respectively.
Figure 4 shows the effect of various starch binders on the
permeability and green share strength (GSS) of moulding
sand. The permeability of all the starch binders increases as the starch addition increases. But at 40% starch addition, the permeability of maize starch binder moulded sand starts to decrease. At this same 40% starch binder addition, the GSS of rice starch binder moulded sand also starts to decrease, whereas the GSS of both cassava and rice starch binders addition increase. The reverse trend is noticed for maize starch binder moulded sand. The GSS of rice on its own case first shows a slight decrease then increases sharply until a peak of about 320 gcm-2is reached at about
40% starch binder addition. Permeability for rice and cassava starch binders addition has no defined peak value but maize starch binder moulded sand has at 40% starch binder addition, a peak value of 450% permeability.
Figure 5 shows the effect of various starch addition on the dry compression strength (DCS) and shatter index of moulding sand. As the cassava starch binder increases, the DCS increases until a peak of 780 gcm-2is reached at about
40% starch binder addition. The rice starch binder addition
first shows a slight decrease and then starts to increase from about 30% starch addition and then increases rapidly until about 50% starch binder addition when a peak is noticed. The maize starch binder addition shows a decrease from 500 gcm-2 to about 300 gcm-2 whenit starts to rise from about 40% starch addition.
The shatter index increases for all the three sourced starch
binders additions and they all get to their respective peaks
of 550, 500 and 530 at 40% starch binders addition for cassava, rice and maize respectively. The effect of this is that cassava is a better binder in terms of shatter index and dry compression strength.
4. CONCLUSION
From the results obtained, it was observed that permeability, compatibility, GCS,GSS nd DCS are directly proportional the amount of starch in the sand mix. Out of the three sourced starch binder additions,cassava possessed better binding properties than rice and maize. The maximum green compressive, green shear and dry compressive strengths were obtained at 40% cassava starch addition.
REFERENCES
[1]M.S. Abolarin et al,Effect of moisture content on the moulding properties of River Niger sand using Tundun-Wada clay as
a binder”, Department of mechanicalengineering, Federal
University of Technology, Minna,Nigeria. p.170, 2010.
[2]R. Ahmad,Sodium silicate glass as an inorganic binder in foundry industry”, Iranian polymer journal vol.10, No.4, pp.229-
230, 2001.
American Foundrymen’s Society: Particle Size distribution of Foundry
Sand Mixtures in Mould and Core Test Handbook,1978, p.4-14.
2001.
[3]S.A.Ibitoye, Effect of the addition of sodium silicate and bulk density variation on the permeability of potter’s clay-bonded moulding sand”, Nigerian Society of Engineers Technical transactions, vol.40, No.2,pp.67-77, 2005.
[4]Adzahan, N.M (2002). Modification on Wheat, Sago and Tapioca Starches by Irradiation and Its effect on the Physical Properties of Fish Cracker. Food Technology,Selangor,University of Putra Malaysia. p.222
[5]International Institute of Tropical Agriculture: Cassava Starch
Production,2005, p.12
[6]Atanda.P.O and Ibitoye. S.A (2004) ‘An Appraisal of Foundry Industries in Nigeria- A WayForward. (Presented at the Nigerian Materials Congress (NIMACON) during the Year2004 NIMACON Conference at Engineering Materials Development Institute, Akure, Nigeria. [7]Miyazaki, M.R., et al (2006),“ Recent Advances in Application of Modified Starches for Breadmaking”, Trends in Food Science and Technology.17(2006), pp.591-599
IJSER © 2014 http://www.ijser.org