The research paper published by IJSER journal is about Comparison of Effectiveness Between Conventional Scouring & Bio-Scouring On Cotton Fabrics 1
ISSN 2229-5518
Comparison of Effectiveness Between
Conventional Scouring & Bio-Scouring On Cotton
Fabrics
A. M. K. Bahrum Prang Rocky
Abstract-This study attempted to evaluate the eco-friendly bio-scouring and the conventional chemical (mainly NaOH) scouring processes of cotton & comparison between the effectiveness of both types of scouring process on cotton fibres and fabrics in the Textile industries. Less developed countries, like Bangladesh, do not set strict rules and regulations to discharge waste water from textile mills after wet processing fibres, yarns or fabrics which con- tains large amount of harsh and hazardous chemicals. As a result, environmental pollutions (like water, air pollution) are be coming the worst problem over the country. Common peoples are suffering from water-borne diseases, lack of drinkable water. Animals and plants lives are also destroyed gradu- ally. Here, Effluent Treatment Plant (ETP) may be the good solution: which is used to purify waste-water from Hazardous chemicals. But, since textile processing needs lot of water (to produce one kg of textile fabrication approximately 200 liters of water is used) they had to pay lot of money which cuts their profit. In this intricacy, bio-scouring process may be a good substitute for chemical scouring which reduces ETP cost. But we can not ensure it as an only substitute since it does not give desired result in some cases. Still conventional scouring of cotton is the most widespread process for r emoving the fibres impurities to make the fibre absorbent for textile wet processing in commercial world. Though both have some restriction in the textile sector, they can be properly utilized by evaluating their respective advantages and disadvantages.This study provides a set of experimental results, discussion and comparison between the two processes.
Key words: Absorbency test, Bioscouring, Bleaching, Conventional Scouring, Cotton structure, Dyeing, Methodology, Scouring mechanism.
1 INTRODUCTION
—————————— ——————————
aw fibres, yarns or fabrics have various kinds of impuri- ties like motes, seed coat fragments, pesticides, dirt, chemical residues, metallic salts of various kinds, and imma- ture fibres. External impurities are removed in the blow room processing while internal impurities of cotton fibres removed by scouring processes. Cotton fibre is constituted with differ- ent layers in its body. A schematic representation of cotton
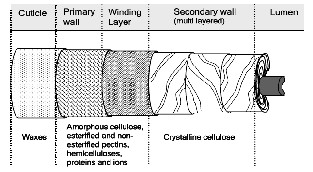
fibre structure is shown below:
Fig: A schematic representation of mature cotton fibre showing its various layers.
Different constituent of cotton fibres are cellulose (90%-94%), waxes (0.6%-1.3%), pectic substances (0.9%-1.2%), protein (0.6%-1.3%), ash (upto 1.2%), organic acids (upto 0.8%) and others (1.2%). The main target of scouring is to remove waxes, pectins, hemi-celluloses and minerals from the raw cotton fibres during the early stage of textile wet processing to make the fibres highly absorbent, which is necessary for the subsequent processes such as mercerizing, bleaching, dyeing, printing and finishing. For this purpose, Caustic soda (NaOH) treatment is used in conventional scouring, whereas, Enzymes
(Cutinases, Pectinases etc.) treatment is applied in bioscouring process.
Though Different scouring materials are used in the
textile industry like NaCO3, Ca(OH)2 etc., alkaline (NaOH- sodium hydroxide) is used mostly for the scouring. Conven- tional chemical scouring is done in hot (900C-1000C) NaOH solution for 45-60 minutes. The conditions depend on the qual- ity of scoured fabric required. Moreover, different agents are used such as reducing agents, detergent, sequestering agent (also called chelating agents or sequestrant), and wetting agent. Sequestering agent reduces the water hardness, reduc- ing agent prevent oxidation of cellulose by air oxygen at high pH, detergent acts as emulsifier to assist in removing waxy substances and wetting agent reduces the surface tension of water helps fibres to swell.
However, use of enzymes in textile wet processing
has added a new line research and likely eco-friendly substance to give a good solution to the problem of highly toxic chemicals causing environmental pollution. Enzymes, generally, act in low temperature with excellent efficacy. It saves high cost of energy consumption compared to conventional process. Moreover, it reduces Biological/Biochemical Oxygen Demand (BOD) and Chemical Oxygen Dmand (COD), and other waste water effluent load thus reduces ETP operational cost.
The fabrics treated with harsh chemicals are also unsafe
for human health (may affect on human skin) but bioscoured fabrics are completely safe.
2 PROCEDURE
2.1 Methodology
IJSER © 2012
http://www.ijser.org
The research paper published by IJSER journal is about Comparison of Effectiveness Between Conventional Scouring & Bio-Scouring On Cotton Fabrics 2
ISSN 2229-5518
Though this study is based on the effectiveness scouring com- parison, performances should also be judged after subsequent processes so that their Overall Efficacy can be measured. For this purpose, effectiveness and performance are tested eva- luated after different steps, even after dyeing and finishing. During experintation following steps are followed for each process:
Alkaline/ Bio-scouring
↓
Scouring & bleaching (4 sets each)
↓
Drop test
↓
Column test
↓
Weight loss
↓
Dyeing with different shades
↓
Fastness test (wash, perspiration, acid, alkali, rub fastness)
↓
Fault analysis
↓
Cost analysis
↓
Quality analysis
↓
Effect on environment (BOD, COD, DO etc)
↓
Overall advantages & disadvantages analysis
↓
Comparison of effectiveness
2.2 Mechanism:
2.2.1 Conventional scouring
In the conventional scouring, dilute sodium hydroxide (NaOH) solution is used which swells the cotton fibres and opens up the cell of the fibres to access H2O2 (Hydrogen perox- ide) in the next process bleaching (NaOH also cleans outer chemicals residue and impurities by dissolution). Some of the waxy substances melt in the high temperature and other parts make water soluble compounds with NaOH. Non-cellulosic substances like pectins, proteins and hemi-celluloses, are also converted into water soluble compounds. Caustic soda (NaOH) neutralizes the fibres which contain some acidic com- pounds in it such as amino acids, pectic acids etc. Since some of the NaOH is absorbed by fibres, the intra and intermolecu- lar hydrogen bonds becomes stronger in the cellulosic fibres.
portant materials in the wet processing of textile’s pretreat- ment and finishing for their desirable results and promising process to cover the requirement expected. Biocatalysts act in comparatively low temperature, atmospheric pressure, wide range of PH. Different biocatalysts are experimented for textile scouring, where pectinase and cutinase based enzymes are proved to be better in use. Enzymes remove the pectin from the outermost layer of the fibres which acts as glue to bind wax to fibres. After removal of pectin, fibre wettability in- creases and removing of wax becomes easier. Since Ca- compounds slow down the removal of pectin and fatty acids, sequestering agent is used. After treating with enzyme, fabrics should be washed in boiled water to melt and remove wax.
2.3 Scouring Process
2.3.1 Conventional Scouring Process
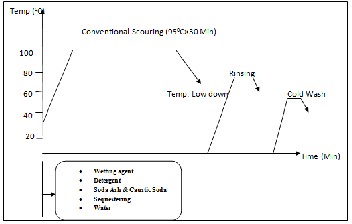
For conventional scouring, 2-4 g/l NaOH (different concentration for different sample) is used. Since water used in the wet processing may have hard-water compounds, 1-3 g/l sequestering agent can be used. Moreover, 1-2 g/l wetting agent, 1-3 g/l detergent and, sometimes, 0.5-1 g/l soda ash can be used. Preocess curve for this scouring is shown below:
Figure: Conventional Scouring curve for cotton fabric
2.3.1 Bioscouring Process
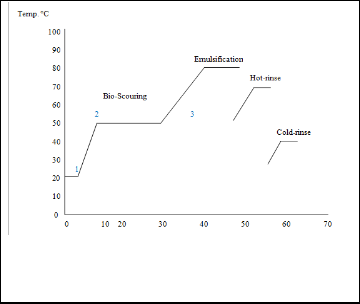
For bioscouring, 0.4-2 OWF (On the Weight of Fabric) Enzyme (in my research, I used pectinase type enzyme) can be used. PH buffer, to set scouring-bath at a favorable PH for enzyme to act. The PH of the scouring-bath may varies from 6 to 9, according to the type of enzyme used in the process. Moreover, 0.5-1 g/l wetting agent, 0.5-2 g/l sequestrant, and 0.5-1.5 g/l emulsifier can be used. A process curve for bioscouring is shown in the following:
2.2.1 Conventional Scouring
In the recent years, enzymes (Biocatalysts) are becoming im-
IJSER © 2012
http://www.ijser.org
The research paper published by IJSER journal is about Comparison of Effectiveness Between Conventional Scouring & Bio-Scouring On Cotton Fabrics 3
ISSN 2229-5518
absorbency of scoured materials.
3.2.1 Drop Test
In this test, time taken to absorb a colored drop on the fabric is measured which color drop comes from a solution of 0.1% direct red (Congo red). I have seen, in my experiment, that both types of scoured fabrics give nearly same time for absorp- tion which is less than one second.
3.2.2 Column Test
A 18cm×5cm scoured fabric sample is allowed to immerse in a beaker of 0.1% Congo red solution and after 5 minutes dipped length is measured. A standard dipped length lies between
30mm and 50mm.
Here,
1. Water,wetting agent, PH buffer and fabric;
2. Enzyme (pectinase);
3. Emulsifier.
Figure: Bioscouring processing curve
2.4 Other Procedures
During research, I have followed tradional processes for bleaching, dyeing in different shades with different types of dyestuffs and printing, and other procedures.
3 RESULTS
3.1 Weight loss
Weight loss of the scoured fabrics, fibres or yarns is an impor- tant factor of the textile manufacturers, because, it is related to profit and finished fabrics quality, durability, comfortability and other properties. Therefore, weight loss is determined after scouring this is shown below:
Table: Length of immersed fabric (mm) in column test
3.3 Reflectance of Bleached Fabrics
Bleaching qualities and standards depend on scoured fabric’s performances. So, scoured fabric is bleached with H2O2, a widely used traditional process and evaluated its perfor- manes. Bleaching is mainly measured by the reflectance of the bleached fabrics. Here, a result of bleached fabrics is shown in the table:
couring.
Table: Reflectance of bleached fabric followed by conventional & bios-
Table: Weight Loss In Conventional and Bioscoured Fabrics
3.2 Absorbency Test
Since main purpose of scouring is to improve the absorbency of the textile materials, absorbency of the scoured materials should be evaluated. Different methods exist for evaluation of
3.4 Color fastness of the dyed Fabrics
Color fastness can be defined as the resisteance of color of the dyed or printed fabrics to fade or bleed in case of various
types of influences like as water, rubbing, washing, perspira- tion, acids, alkalis etc. In my research, I have determined fast- ness of the reactive dyestuff dyed fabrics to washing, rubbing,
IJSER © 2012
http://www.ijser.org
The research paper published by IJSER journal is about Comparison of Effectiveness Between Conventional Scouring & Bio-Scouring On Cotton Fabrics 4
ISSN 2229-5518
perspiration, acid and alkali. Results are shown below:
Table: Color fastness of Conventional and Bioscoured Fabrics after dyeing
4 EFFLUENT COMPARISONS
The comparison of effectiveness between conventional and bioscouring is done in different perspectives. These are dis- cussed bellow:
4.1 Effluent Treatment Plant load
4.1.1 PH of processing bath:
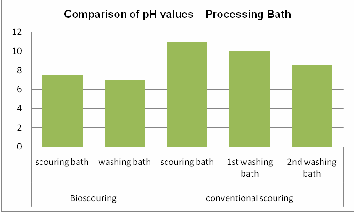
Curve: Comparison of pH values – Processing Bath.
4.1.2 Effluent Load for BOD, COD, TDS & Color:
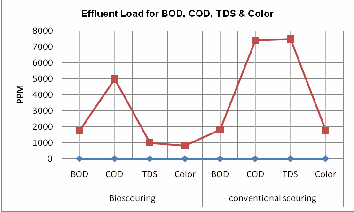
Curve: Comparison of pH BOD, COD, TDS and Color.
5 OVERALL COMPARISONS
Though comparison is the main topic of my research, my main target was to find out the useability and replaceability of bios- couring process over conventional scouring processes. Thus I
have tried to distinguish the advantages and the positive sides of bioscouring. The prospect of bioscouring can be assumed from the discussion below:
 Fabic strength: Harsher chemicals used in conven-
Fabic strength: Harsher chemicals used in conven-
tionnal scouring cause in strength loss of the fibres or fabric. On the other hand, bioscouring causes signify- cantly less strength loss. It is because of bioscouring agent attacks primary cell wall of the fibres which is required for dye absorption but conventional scour- ing agent attacks both primary and secondary cell wall and causes higher strength damage.
 Whiteness: Conventional scouring produces more
Whiteness: Conventional scouring produces more
whiter fabic than bioscouring produces. Thus conven- tional scouring is more effective in manufacturing white-colord shades fabric. But to produce dark- colored shades fabrics bioscouring gives same result. If bleaching is followed by bioscouring, then white fabric can be produced.
 Weight loss: Due to attacking also the secondary cell
Weight loss: Due to attacking also the secondary cell
wall and high removal of pectin, though removal of pectin is not important for improving hydrophilicity or absorbency, fabrics weight loss (about 3-10%) is higher. For these losed fabrics, manufacturer has to pay extra cost.
 Dye loss: Higher revomal of pectin causes higher
Dye loss: Higher revomal of pectin causes higher
space in the fibres for dyestuff penetration, reaction and fixation. Thus conventional scoured fabrics dye- ing needs higher amount of dyestuffs than dyeing of bioscoured fabrics need.
 Energy and time required: Bioscouring needs not as
Energy and time required: Bioscouring needs not as
high temperature as conventioanal scouring needs. Bioscouring is done below 700C but conventional caustic scouring is done around 900C-105°C tempera- ture and to provide this higher temperature, higher heat production is needed. Thus high heat energy production increases cost in scouring. Moreover, after conventional scouring, two step washing is required for neutralizing high alkalinity. Which also increases additional time and cost.
 Effluent concern: A lot of harsh chemicals are used in
Effluent concern: A lot of harsh chemicals are used in
conventional scouring process which is very much re- sponsible to increase the amount of BOD, COD, DO (Dissolved Oxygen) and TDS (Total Dissolved Solids) in the effluent water and increase the unwanted pres- sure on environment. Caustic scouring is responsible for the lion parts of the total effluent of a factory. 10-
20% of the total pollution load generated during en- tire textile processing operation.

Color fastness: Color fastness of the dyed fabrics after
bioscouring and conventional has nearly same though it varies from types of dyestuff, dyeing process, depth of shade, finishing process and other factors.

Risk in handling: The handling of harsh chemicals
IJSER © 2012
http://www.ijser.org
The research paper published by IJSER journal is about Comparison of Effectiveness Between Conventional Scouring & Bio-Scouring On Cotton Fabrics 5
ISSN 2229-5518
increases the possibilities of accident. It may affect on workers health. Moreover, some health-hazard chem- icals may stay in the fabrics even after finishing processes which can affect on human health.
6 Conclusions
Though the conventional scouring process is extremely using now-a-days, it has great bad effect on environment. Therefore, many of the developed countries are avoiding the convention- al scouring process replacing enzymatic, ecofriendly, scouring processes. Since bioscouring is an eco-friendly scouring process it has great future. The new enzymatic procedure is corresponding with a significant role in minimising the de- mand of energy, water, chemicals, time and therefore costs. After bioscouring, fabric can be dyed directly without bleach- ing, which also reduces additional cost in this step. But in this process, light-colored shades can not be produced or very dif- ficult match. Whereas, in conventional scouring and bleaching, it is easier to produce light-colored shades dyed fabrics. Though both processes have some merits and demerits, eco- friendly and cheaper bioscouring process, though it some complexities in operation, has a good prospect to be substi- tuted of conventional scouring in next world textile wet processing.
ACKNOWLEDGMENT
I wish to thank Prof. Dr. Md. Zulhash Uddin, Dean, Faculty of Textile Engg. & Applied Science, BUTEX; Md. Monirul Islam, Dean, Faculty of Textile Clothing, Fashion & Business Studies, BUTEX and all of my teachers for helping me in my research. I give special thanks all textile mills’s authority & employee of Bangladesh who help me frankly in my research.
REFERENCES
[1] Textile processing with Enzyme (by A Cavaco Paulo and
G.M.Gutz)
[2] Bio Processing in Textiles (by Aravin Prince.P)
[3] Mehra R.H., Mehra Anil R., Mehra Arun R and Mehra Sanjay R.-Enzymatic Softening of Textiles‘, Indian Textile Annual and Directory, 1992-93
[4] www.fibre2fashion.com
[5] www.ntcresearch.org [6] www.textileinfo.com [7] www.novozyme.com
[8] Edward Menezes ―A lecture on Enzymes and Colour‖ oct2004
UICT
[9] Gianfreda L., Xu F. and Bollag J.-M. (1999) Laccases: A useful group of oxidoreductive enzymes‘, Bioremediat. J., 3 (1)
[10] Basic Principles Of Textile Coloration- Arthur D Broadbent; edi-
tion 2001, pages 70-74
[11] www.synthotexchemicals.com
[12] Kizil S, kayabaşi N and Arslan N (2005) Determination of some agronomical and dyeing properties of dyer’s chamomile. J. Ce- tral Euro.Agri. 6(3), 403-408
[13] www.prairiefibers.com/scouring_fabric.htm
[14] Bayer Textile Processing Chemicals (Product Guide)
[15] N. N., 2002, Reference Document on Best Available Techniques for the Textiles Industry, European Integrated Pollution Preven- tion and Control (IPPC) Bureau, European Commission
[16] Batra, S.H., in: Handbook of Fiber Science and Technology, Vol. IV (eds.: Lewin, M., Pearce, E.M.), Marcel Dekker, New York (1985).
[17] Waddell, R.B. (2002) Bioscouring of cotton: commercial applica- tions of alkaline stable pectinase, AATCC Review April, 28
[18] Clarke, A.J., Biodegradation of Cellulose, Enzymology and Biotech- nology, Technomic Publ., Lancaster (1997).
[19] Yoon, M.-Y., J. Kellis and A.J. Poulose, 2002, AATCC Review 2,
33
Biography
A. M. K. Bahrum Prang Rocky was born in Dinajpur, Bangladesh on third April, 1988. Currently He has completed His B.Sc in Textile engi- neering course from Bangladesh University of Textiles (BUTEX) and spe- cialized in Wet processing Technology, Bangladesh. Phone: 088-
01920908846.
E-mail: bahrum2010@gmail.com
IJSER © 2012
http://www.ijser.org